

Dây chuyền sản xuất gạch không nung D15
Ý nghĩa tên gọi D15.4
- D là tên gọi của dây chuyền sản xuất gạch không nung thương hiệu DMCLINE;
- 15 là số viên mỗi lần ép với kích thước 400x200x200;
- 4 là thế hệ thứ tư sử dụng công nghệ ép rung ép servo;
Thông số kỹ thuật dây chuyền D15 - G9
| Công suất thiết kế | 100 000m3/năm (cho sản phẩm gạch 400x200x200mm) |
| Chù kỳ tạo hình | 15 ÷ 25 giây |
| Công suất điện | 296.7 Kw |
| Cơ chế rung ép | Rung bệ |
| Khay đỡ gạch | Nhựa: 1350x1100x35mm, Thép: 1350x1100x15mm |
| Bảo hành | 12 tháng |
| Sản xuất tại | DmC Việt Nam |
| Nhân sự | 10 người/2 ca (bao gồm cả bốc xếp) |
| Diện tích nhà máy | 10 305 m2 (bao gồm cả bãi thành phẩm) |
Công nhân vận hành dây chuyền D15 - G9
| Quản lý nhà máy | 1 Người |
| Vận hành máy | 4 Người |
| Lái máy xúc lật | 2 Người |
| Lái xe nâng | 2 Người |
| Xếp gạch non | 0 Người |
| Thu dọn vệ sinh | 1 Người |
Diện tích nhà máy D15 - G9: 10 305m2
| Nhà xưởng đặt máy | 1 224 m2 |
| Khu vực phơi gạch non | 784 m2 (cho 16h) |
| Bãi chứa thành phẩm | 3 835 m2 |
| Bãi chứa nguyên liệu đầu vào | 2 520 m2 |
| Văn phòng và công trình khác | 487 m2 |
| Sân đường nội bộ và cây xanh | 1 455 m2 |
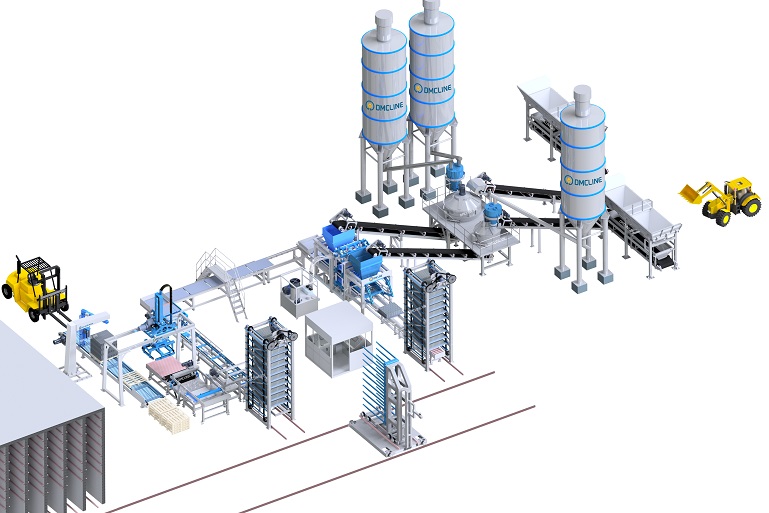
Mô tả công nghệ sản xuất gạch không nung D15 - G9

(1) Silo: Là kho chuyên dụng chứa xi măng. Ngoài kết cấu thép vững chắc còn có hệ thống lọc bụi, xục khí chống tắc và van an toàn.
(2) Máy phối liệu: Gồm hai hoặc ba phễu chứa nguyên liệu. Sau khi nguyên liệu được cấp đầy vào các phễu, sẽ được định lượng chính xác trước khi đưa vào máy.
(3) Băng tải xiên: Có nhiệm vụ chuyển nguyên liệu đã cân định lượng lên máy trộn.
(4) Vít tải: Chuyển xi măng và tro bay chứa trong silo lên thiết bị cân.
(5) Thiết bị cân xi măng và tro bay: Gồm thùng chứa và cân định lượng. Số liệu cân sẽ hiển thị về trung tâm điều khiển giúp cho công nhân dễ theo dõi quá trình sản xuất.
(6) Máy trộn: Các cốt liệu (đá mạt, cát, xỉ nhiệt điện…), nước và xi măng sau khi định lượng được máy trộn đều theo thông số cài đặt.
(7) Băng tải xiên: Chuyền nguyên liệu sau khi trộn lên máy chia liệu.
(8) Máy chia liệu: Lưu trữ và phân phối nguyên liệu sau trộn cho máy tạo hình.
(9) Máy cấp khay: Có nhiệm vụ đưa khay (pallet) vào máy tạo hình để đỡ gạch và đẩy khay gạch ra máy chuyển gạch.
(10) Máy tạo hình: Được thiết kế tích hợp ép, ép rung và ép rung cưỡng bức. Tạo ra lực rung ép lớn để định hình những viên gạch có chất lượng cao và đồng đều.
(11) Máy chuyển gạch: Làm sạch bề mặt và vận chuyển khay gạch ra máy xếp gạch.
(12) Máy làm mát: Làm mát dầu thủy lực bằng hệ thống bơm nước tuần hoàn.
(13) Máy tra màu: Nhận hỗn hợp nguyên liệu bề mặt của gạch tự chèn, gạch lát vỉa hè, …sau đó tra vào khuôn gạch trong máy tạo hình.
(14) Băng tải xiên: Chuyển hỗn hợp nguyên liệu bề mặt sau trộn lên máy tra màu.
(15) Máy trộn màu: Trộn đều các nguyên liệu như xi măng, cát, bột màu, nước… tạo thành hỗn hợp nguyên liệu bề mặt cho gạch tự chèn, gạch lát vỉa hè…
(16) Silo: Là kho chuyên dụng chứa xi măng để phục vụ trộn màu bề mặt.
(17) Máy phối liệu: Gồm hai phễu chứa nguyên liệu để cấp cho khu trộn màu bề mặt.
(18) Băng tải xiên: Có nhiệm vụ chuyển nguyên liệu sau cân vào máy trộn màu.
(19) Vít tải: Được gắn vào phần cuối silo khu vực trộn màu.
(20) Thiết bị cân xi: Gồm thùng chứa và cân định lượng.
(21) Máy xếp gạch 10 tầng 20 khay: Nhận khay gạch non từ máy chuyển gạch xếp thành 10 tầng.
(22) Xe chuyển gạch 10 tầng 20 khay: Lấy khay gạch non từ máy xếp gạch để chuyển vào kho dưỡng và lấy khay gạch già (gạch đủ tuổi) cấp cho hệ thống xếp gạch tự động.
(23) Hệ thống ray di chuyển: Là hệ thống đường ray giúp xe chuyển gạch di chuyển tới các vị trí như máy xếp gạch, máy dỡ gạch và kho dưỡng.
(24) Máy dỡ gạch 10 tầng 20 khay: Nhận các khay gạch già (gạch đủ tuổi) từ xe chuyển gạch 10 tầng 20 khay và hạ dần từng khay vào máy đẩy khay gạch.
(25) Máy đẩy khay: Nhận khay gạch từ máy dỡ gạch 10 tầng 20 khay, chuyển các khay chứa gạch tới vị trí máy dồn gạch ngang và khay không chứa gạch tới máy lật khay.
(26) Máy dồn gạch ngang: Tách và chuyển gạch từ máy đẩy khay gạch sang máy dồn và lật gạch.
(27) Máy dồn và lật gạch: Dồn và lật gạch nằm xuống và chuyển sang vị trí chờ xếp.
(28) Máy gắp gạch: Gắp gạch từ vị trí chờ xếp để xếp thành kiện (kiêu gạch).
(29) Máy chuyển kiện gạch: Vận chuyền các kiện gạch ra vị trí chờ quấn nilon.
(30) Máy lật khay: Lật mặt khay và vệ sinh khay.
(31) Máy hồi khay: Nhân khay từ máy chuyển sau đó hồi về vị trí ban đầu.
(32) Máy quấn nilo: Quấn nilon song dùng xe nâng để nâng gạch ra bãi thành phẩm
(33) Kho dưỡng gạch: Chứa các khay gạch để dưỡng hộ tự nhiên trong 24h.
(34) Nhà vận hành: Chứa tủ điện và công nhân vận hành dây chuyền.
Quy trình sản xuất gạch không nung D15 - G9
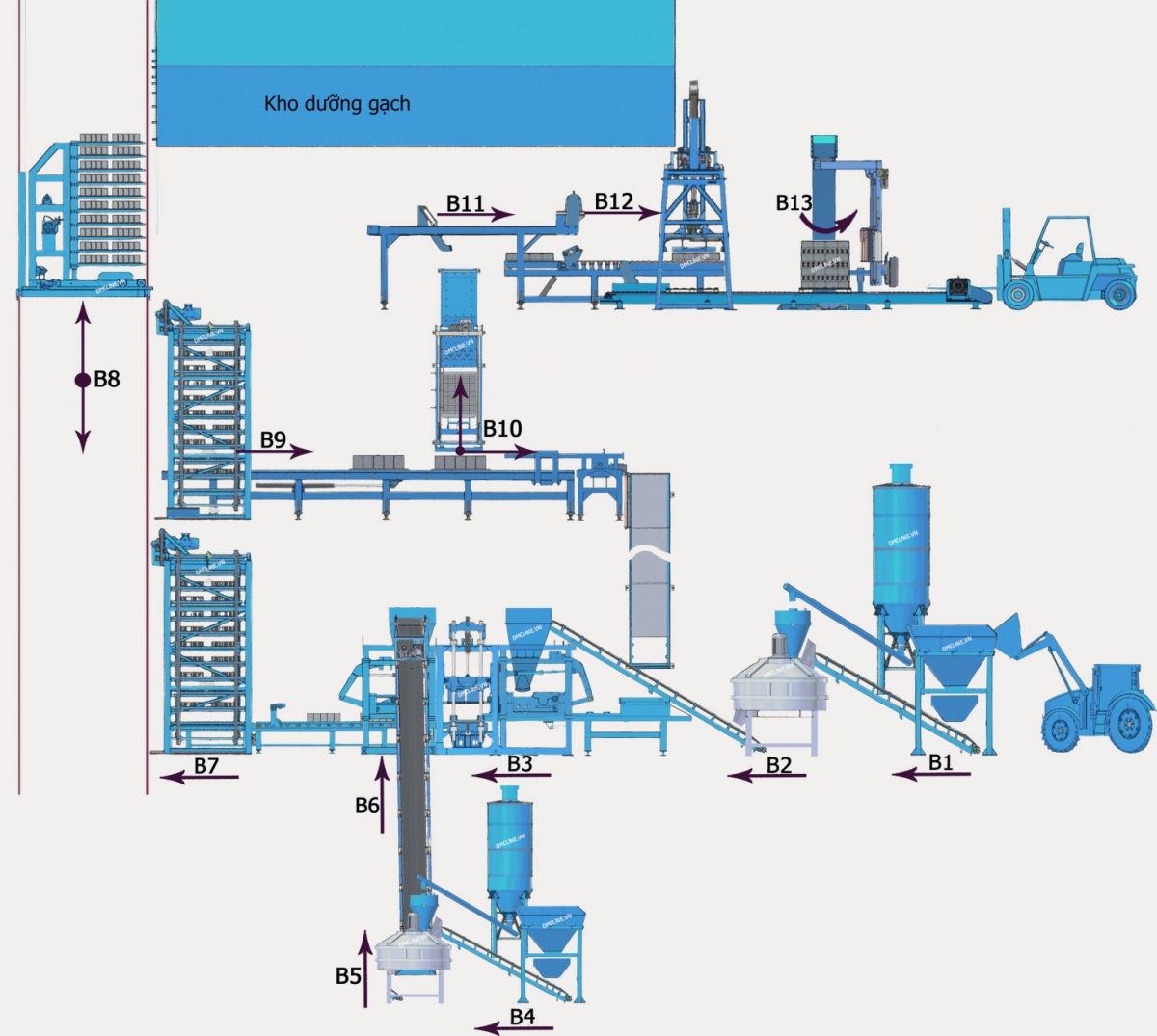
B1: Máy xúc lật cấp nguyên liệu (đá, cát, tro sỉ…) vào các phễu để cân.
B2: Nguyên liệu sau khi cân được đưa vào trộn đều cùng với xi măng và nước.
B3: Máy rung ép tạo hình gạch theo khuôn mẫu. Trong quá trình này, công nhân phải thường xuyên kiểm tra để kịp thời điều chỉnh máy nhằm hạn chế sản phẩm lỗi.
B4: Máy xúc lật cấp nguyên liệu ( cát…) vào các phễu để cân.
B5: Trộn đều các nguyên liệu như xi măng, cát, bột màu, nước… tạo thành hỗn hợp nguyên liệu bề mặt cho gạch tự chèn, gạch lát vỉa hè…
B6: Nguyên liệu tạo bề mặt được xả xuống băng tải rồi đưa lên máy tra màu. Tại đây màu được tra lên bề mặt gạch; sau đó máy tạo hình rung ép lại lần hai.
B7: Sau quá trình tạo hình, gạch được máy xếp gạch xếp thành 10 tầng.
B8: Xe chuyển gạch đưa gạch vào kho dưỡng hộ từ 18h đến 24h, sau đó chuyển ra máy dỡ khay bắt đầu công đoạn xếp kiện.
B9: Máy dỡ gạch 10 tầng 20 khay dỡ từng khay gạch xuống máy đẩy khay.
B10: Máy đẩy khay có gạch đến vị trí máy dồn gạch ngang, đồng thời đẩy khay không chứa gạch sang máy lật khay; Máy thu khay xếp khay thành chồng và đưa khay về vị trí để thực hiện chu trình tiếp theo.
B11: Máy dồn và lật gạch nằm xuống, sau đó chuyển sang vị trí băng tải chờ xếp.
B12: Máy gắp gạch từ vị trí chờ xếp để xếp thành kiện (kiêu gạch).
B13: Sau khi gạch được xếp thành kiện. Quấn nilon rồi mang ra thành phẩm. Sau 15 đến 28 ngày có thể xuất bán sản phẩm.

Khay gạch thành phẩm

Kiêu gạch thành phẩm

Tường xây gạch không chát

Gạch chèn vỉa hè

Gạch chèn bờ kênh

Gạch trồng cỏ
Sản phẩm liên quan

Dây chuyền gạch không nung chất lượng tốt: Lực ép lớn, Gạch Lỗ 117 viên/lần Ép=9945v/h, Tự động hoàn toàn, Máy Ép Gạch Nhanh “07 Nhân Sự vận hành”, Bảo Hành 1 Năm.

Dây chuyền sản xuất gạch không nung DmCline: Công suất lớn “Gạch Lỗ 88 viên/lần Ép=7480v/h” Tự động từ cấp liệu đến xếp kiêu, “07 Nhân Sự vận hành”, Thời gian Ép ngắn. Bảo Hành 1 Năm. Báo giá dây chuyền sản xuất gạch không nung?

Máy sản xuất gạch không nung: máy đúc gạch block bê tông, Cam Kết 42 triệu viên QTC/Năm, kết hợp rung ép 3 trong 1, sản xuất ổn định “07 Nhân Sự vận hành”, Bảo Hành 1 Năm.

Dây chuyền máy ép gạch không nung: Máy ép gạch bê tông sản xuất hiệu quả, Công suất Cam Kết 60,000m3/năm, Tự động từ cấp liệu đến xếp kiêu, “07 Nhân Sự vận hành”, Bảo Hành 1 Năm

máy gạch không nung bán tự động: Giá máy gạch không nung, Công suất 24 triệu viên QTC/năm, máy gạch không nung tự động, Máy gạch bao nhiêu tiền? “03 Nhân Sự vận hành”, Bảo Hành 1 Năm

Máy xếp gạch không nung DmCline, máy gắp gạch xếp được trên 50 loại gạch, tự động 100%, Giá Rẻ, dễ vận hành, chạy ổn định, công suất 1500 khay/ca, Bảo Hành 1 năm. Là Sản phẩm Khoa Học Công Nghệ

LH 0975086789 Để mua Máy tách gạch không nung DmCline, máy tách gạch giảm 40% sức lao động, tự động 100%, Giá Rẻ, dễ vận hành, chạy ổn định, công suất 1500 khay/ca, Bảo Hành 1 năm. Sản phẩm Khoa Học Công Nghệ

Dây chuyền ép gạch không nung: CS/20 triệu viên QTC/năm, máy ép gạch không nung bán tự động. Giá máy ép gạch không nung, “03 Nhân Sự vận hành”, Bảo Hành 1 Năm. Máy ép gạch bao nhiêu tiền? máy ép gạch block

Tiết kiệm trên 30% nilon khi sử dụng máy quấn DMCLINE, Máy được sản xuất trong nước nên có giá thấp...

Dây chuyến sản xuất gạch từ tro bay, xỉ nhiệt điện chất lượng cao. Thương hiệu uy tín hàng đầu. Năng suất cao. Bảo Hành 1 Năm. Báo giá máy ép gạch tro bay?

Máy sản xuất con kê bê tông đầu tiên tại Việt Nam, Chi phí đầu tư thấp, năng suất lên tới 24.000 viên/giờ. Bảo hành 01 năm. Dịch vụ 24/7.


